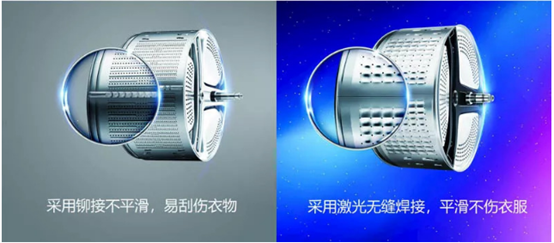
In the manufacturing process of the inner liner of the traditional washing machine, the inner tube riveting technology has been widely used. At present, most of the manufacturing technology of the inner tube of fully automatic washing machines on the market adopts the "fastening" technology, but there will be gaps or unevenness in the joint of the inner tube, which causes the strength of the tub to be low and unnecessary wear and tear on the clothes.
In order to further improve the reliability and refinement of the inner tube, washing machine manufacturers apply laser welding technology to the new products of uniform power washing machines, avoiding the gap and unevenness of the inner tube, and comprehensively improving the reliability of the product while taking care of the clothes.
The 28th issue of Rayclass shows the new changes that laser welding applications bring to washing machine liner
Advantages of laser welding
1) From the perspective of process analysis, the welded seam of the inner cylinder created by the seamless laser welding technology has a uniform structure, fewer pores and fewer defects. The strength is nearly 4 times that of the inner cylinder using riveting technology, and the smoothness of the interface is increased by nearly 15 times. The smooth seam of the inner cylinder is designed to better protect the fabric of the clothing, which is an experience that is difficult to achieve with riveting technology. In addition, due to the increased strength of the inner tube, the maximum rotation speed of the uniform power washing machine during the dehydration process is also increased by 25% compared with the ordinary fully automatic washing machine. The dehydration efficiency is greatly improved, and it consumes less power and time, and it is also satisfying the consumer's demand for quality life under the current consumption upgrade trend;
From the perspective of production efficiency, the laser seamless welding technology can make the inner cylinder welding spot small, narrow welding seam, neat and beautiful, without processing after welding, and the production efficiency can be increased by 3 to 5 times.
Therefore, laser welding technology is widely used in the washing machine industry due to its high energy, high precision, and high adaptability. It is not only a technical guarantee for the development of new washing machines, but also an indispensable technical means to improve quality and reduce costs.
Difficulties in laser welding
At present, the inner tank of high-end washing machines on the market is mostly made of stainless steel, and its thickness is mostly between 0.8mm-1.2mm. When the washing machine is working normally, the running speed can reach 1400R/min. Therefore, the inner liner of the washing machine has extremely harsh requirements for the weld. For example, the weld is smooth and flat (tested by scratching with stockings), the mechanical strength is high enough (the weld strength cannot be less than the strength of the base material), the weld cannot be oxidized and discolored and is corrosion resistant (after welding, it must pass the 2400h salt spray test).
The high welding requirements for the inner tank of the washing machine determine that the welding process is extremely difficult. The main difficulties in welding are:
1) High welding seam forming requirements: single-sided welding and double-sided forming, the welding seam and the back of the welding seam are required to be continuous and smooth, without any nodes, burrs, or welding slag, otherwise the smoothness requirements will not be met;
2) The appearance of the weld is extremely demanding, and the front and back sides of the weld and the edge of the weld must not be oxidized, otherwise the corrosion resistance will be reduced and the salt spray test will fail.
To meet such stringent welding requirements, in addition to the extremely high requirements for laser welding stability, the welding process level is also extremely high.
Laser welding solutions
1) The laser adopts the modulation mode, and the power is set to rise and fall slowly;
Aiming at the problem of nodes at the start and end positions of the weld, the laser modulation mode is adopted, and the power ramp function is set in the welding equipment control software. The power ramp-up length is set at the start point and the power ramp-down length is set at the light-off point. The node problem at the welding seam of the light-off point has been greatly improved, but the light-off point is concave, and the light-off point can be placed 2mm outside the sample. With the above scheme, the problem of uneven welding seam and nodes can be solved well.
Effect picture after adjustment


Effect picture of light-off after adjustment
2) Explore the appropriate welding defocus amount;
During the welding process, the amount of defocus has a greater influence on the weld shape of the sample. If the defocus is too large, the laser energy loss will be large, and the weld will be discontinuous and uneven; if the defocus is too small, the laser energy will be concentrated, which will increase the number of burrs on the back of the weld (especially for thin plate welding). Therefore, in the welding of this sample, under the premise of ensuring the penetration of the material, properly adjusting the defocus amount can make the front welding seam continuous and uniform, and there is no burr on the back welding seam. The back burr not only affects the smoothness of the inner tank, but also affects the salt spray test effect of the sample.
3) To ensure the appearance of the weld, "protective gas" is the key;
In order to ensure the smooth appearance of the weld, and the produced samples can pass the subsequent 2400h salt spray test, the "shielding gas" during the welding process is very important. The protection effect is good, not only can make the front and back sides of the weld be smooth and translucent, but also can avoid the oxidation of the weld during the welding process and pass the corrosion test smoothly. In the welding process, in order to avoid welding slag adhering to the surface of the material, a dust removal device can be installed in the welding direction. In addition, the usual single-pipe side blowing cannot effectively ensure that the front welding seam is not oxidized at all. Therefore, the front shielding gas should be changed to the pipe side blowing to ensure that the front welding seam is not oxidized. The back of the weld should also be slotted and shielded gas, so as to ensure the welding quality of the back weld.
Sample after welding

2400h salt spray test front and back renderings


Welding finished drawing
Products Recommended
The inner container of the washing machine is generally 0.8-1.2mm thick stainless-steel sheet. Therefore, it is recommended to use 2000W-4000W fiber laser. The core diameter should be 100μm, and the light spot should be appropriately larger to make the welding effect better.
Raycus Single Module 2000W CW Fiber Laser
Raycus Single Module 3000W CW Fiber Laser
Raycus Multi-module 3000W CW Fiber Laser


Raycus Multi-module 4000W CW Fiber Laser
A customer used Raycus fiber lasers to develop automatic laser welding lines for washing machine inner tanks for the world's leading home appliance company. The excellent welding performance of Raycus fiber laser has contributed to the smooth delivery and use of the automated line, and all indicators of the welding samples have reached customer requirements.
PS: When buying a washing machine, remember to choose a washing machine with laser seamless welding technology, so that the laser inner tube welding technology always protects the delicate clothes!
