Plates are widely used in engineering fields such as shipbuilding, construction, machinery manufacturing and pressure vessels, and their welding operations are also an important part of the industry's production. The traditional welding process of medium and thick plates is complicated, the quality is unstable, and the degree of automation is low, and the welding efficiency is greatly restricted. Therefore, the development of a welding process that meets its requirements has become an engineering problem that needs to be solved urgently.
Laser + arc, 1+1>2 welding effect
With the continuous development of the laser level, ultra-high power and high-quality fiber lasers with power exceeding 10,000 watts have been put on the market and gradually applied to high-efficiency laser welding of medium and thick plates. The laser beam power density can reach 10^7~10^8W/cm², which makes the welding of high-quality, high-speed, large penetration, low-deformation, and low-energy-consumption welding of medium and thick plates and large components are expected to obtain new solutions.
Many studies have shown that combining the two heat sources of laser and arc in a specific way for welding not only gives full play to their unique advantages, but also makes up for their shortcomings, and truly achieves the effect of "1+1>2". The implementation of this welding method can meet the needs of most alloy systems for high-quality welding quality under different application conditions. Therefore, the use of laser-arc hybrid welding of medium and thick plates is also considered to be one of the most competitive and promising welding methods.


Since the launch of Raycus 6000W multi-module fiber laser, through sincere cooperation with customers, we have broken through various process problems. At present, a number of high-power lasers have successively carried out typical application demonstrations in the fields of automobile manufacturing, construction machinery, rail transit and other fields for laser arc hybrid welding of medium and thick plates.
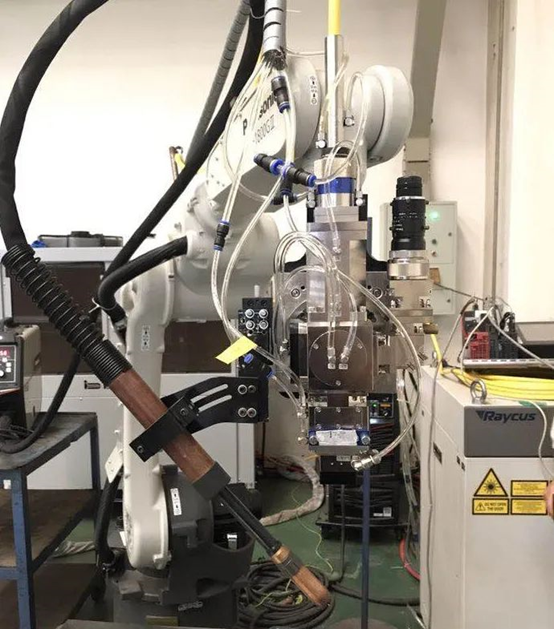
12000W laser-arc hybrid welding
Application
A well-known domestic automation company used Raycus 12000W laser to provide laser-arc hybrid welding equipment for a major domestic shipyard. With the LORCH welding machine, it successfully realized the laser-arc hybrid welding of sheet thickness 6~14mm and weld length 4~9m. The reliability problems of single-sided welding and double-sided forming and back welding seam penetration that cannot be solved by the original arc welding process are solved, and the welding distortion is reduced by 50%.
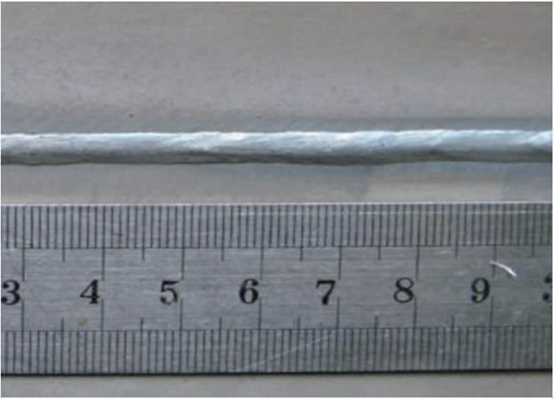
Among them, 6~10mm plates do not need to be grooved and can be directly welded; 12~14mm plates have a better welding effect. The welding effect of various thickness plates is shown in the following figures. At present, this process will be applied to the end customer site.
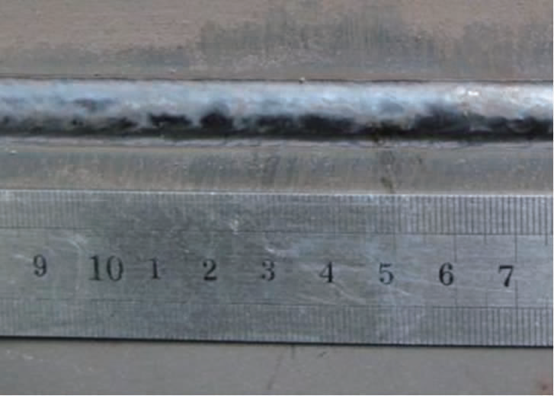
Laser-arc hybrid welding of 6mm thick high-strength steel single-sided welding double-sided forming effect


Laser-arc hybrid welding of 8mm thick high-strength steel single-sided welding double-sided forming effect
10mm thick high-strength steel laser-arc hybrid welding single-sided welding double-sided forming effect
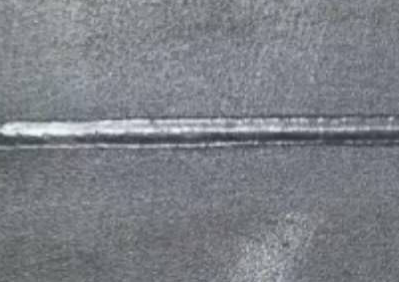
Laser-arc hybrid welding of 12mm thick high-strength steel single-sided welding double-sided forming effect
Compared with the original arc welding process, its welding production efficiency and economic benefits have been greatly improved. Table 1 shows the efficiency comparison between MAG welding and hybrid welding. It can be seen from the table that hybrid welding has obvious efficiency advantages when welding medium and thick plates.

Table 1 Comparison of welding efficiency of butt joints between two process methods
Table 2 shows the actual asset investment and benefit analysis of a high-strength steel product with a thickness of ≤12mm. It can be seen from Table 2 that due to the characteristics of high-efficiency welding of laser-arc hybrid welding, the amount of equipment investment can be effectively reduced when the production capacity is large. In turn, the plant investment and labor costs are reduced, and the energy consumption, smoke emission and welding wire consumption per unit weld are reduced, and at the same time, better welding effects and joint quality can be obtained.
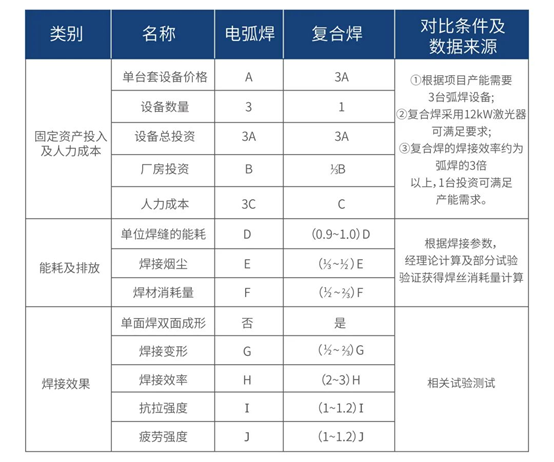
Table 2 Two technological methods to welding investment and benefit analysis
Laser-arc hybrid welding has the advantages of large weld penetration, fast welding speed, high welding efficiency, stable welding arc, concentrated heat source energy, low welding heat input, small welding deformation, and easy realization of single-sided welding and double-sided forming.
Under the same welding conditions, compared with traditional arc welding, laser-arc hybrid welding has stronger arc stability. Especially under high-speed welding conditions, the welding current and voltage waveforms of traditional arc welding are already very unstable, while the current and voltage waveforms of laser-arc hybrid welding are still very stable.
Not only that, laser-arc hybrid welding can also overcome the shortcomings of laser welding, such as high requirements for workpiece groove assembly, high energy loss of materials with high reflectivity (such as aluminum, copper, etc.), and cracks when welding without filling materials.
According to the thickness of the welded sheet and the requirements of production efficiency, the laser power selected for laser-arc hybrid welding ranges from 6000W to 12000W. The specific recommendations are as follows:
1 6mm and below 6mm thickness material
6000W Multi-module CW Fiber Lasers

2 Sheets between 6mm-12mm thick
12000W Multi-module CW Fiber Lasers

3 The thickness of the sheet exceeds 12mm
15000W Multi-module CW Fiber Lasers

If you have welding needs for medium and thick plates, Raycus high-power fiber laser coupled with an arc welding power supply will help you greatly improve your production efficiency. The excellent and stable welding performance of Raycus high-power optics is a strong guarantee for welding quality.
